油漆桶模具在抛光时应注意哪些事项:修剪带钢的末端,使之与钢板的形状相配合,避免钢带(或钢带)的尖锐边缘,使钢材表面产生深深的划痕。在不同类型砂纸变形时,抛光方向应转换到45°~90°,打磨前的砂纸模型可以区分阴影条纹。在不同类型的砂纸前,如接触***之一百纯棉时,必须用酒精清洗液仔细擦拭抛光表面,因为表面上的细小沙粒会破坏整个抛光工作。当模型的抛光由砂纸抛光改为金刚石抛光膏时,禅城区螺旋盖桶模具,禅城区螺旋盖桶模具,禅城区螺旋盖桶模具,清洗过程也很重要。所有颗粒和煤油必须在抛光继续之前***清洗。塑料油漆桶模具使用时,导柱和导套要守时加光滑油。禅城区螺旋盖桶模具

油漆桶模具流体抛光:流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下,流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。我国模具行业中油漆桶模具的占比可达30%,预计在未来模具市场中,油漆桶模具占模具总量的比例仍将逐步提高,且发展速度将快于其他模具。润滑油桶模具价格油漆桶模具设计和制造与塑料加工有密切关系。
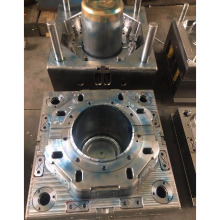
油漆桶模具推出零件,包括推杆、推管、推块、推件板、推件环、推杆固定板、推板等,用以使制品脱模。注塑模多推广采用标准模架,这种模架是由结构、形式和尺寸都已标准化和系列化的基本零件成套组合而成,其模腔可根据制品形状自行加工。采用标准模架有利于缩短制模周期。油漆桶模具配件:冲针、冲头、导柱、导套、精定位、顶杆、顶针、司筒、滑块装置、斜顶装置、钢珠套、日期章、塑胶模具弹簧、密封圈、冷却接头,水柱塞、定位圈、浇口套、拉料针、拉杆、限位钉、垃圾钉、支撑柱、开闭器、开模顺序控制器(锁模扣组件)等。
低的油漆桶模具温度可降低塑件的成型收缩率。油漆桶模具温度均匀、冷却时间短、注射速度快可以减小塑件的翘曲变形。对于结晶性聚合物,提高油漆桶模具温度可使塑件尺寸稳定,避免后结晶现象,但是将导致成型周期延长和塑件发脆的缺陷。随着结晶型聚合物的结晶度的提高,塑料的耐应力开裂性降低,因此降低油漆桶模具温度是有利的。但对于高粘度的无定型聚合物,由于其耐力开裂性与塑件的内应力直接相关,因此提高油漆桶模具温度和充模速度,减少补料时间有利的。提高油漆桶模具温度可以改善塑件的表面质量。合理的选用油漆桶模具材料和热处理是十分重要的。
塑料油漆桶模具设备上机前的查看及保养:为了使塑料油漆桶模具设备能坚持较佳的性能状况和延长使用寿命,确保生产的正常进行,我们需要对塑料油漆桶模具进行维护保养。塑料油漆桶模具上机前查看:按塑料油漆桶模具冲剪成型力的巨细,正确使用足够吨位的冲床.压力机(一般机床的吨位有必要大于塑料油漆桶模具的冲剪成型力)。在塑料油漆桶模具上机前,有必要查看调整塑料油漆桶模具冲裁刃口及成型间隙,以防运输途中装卸时塑料油漆桶模具间隙走样,调整均可后再上机台。凸凹模,锻坯改锻工艺不完善,遗存有热处理隐患。润滑油桶模具价格
要求油漆桶模具加工设备具有热稳定性、高可靠性。禅城区螺旋盖桶模具
油漆桶模具温度的确定注射成型工艺过程中,油漆桶模具温度直接影响到塑料的充模、塑件的定型、模塑周期和塑件质量。而油漆桶模具温度的高低取决于塑料结晶性、塑件尺寸与结构、性能要求以及其它工艺条件如熔料温度、注射速度、注射压力和模塑周期等。对于无定型聚合物,其熔体在注入模腔后随着温度的降低而固化,但并不发生相的转变,模温主要影响熔体的粘度,即充模速率。因此,对于熔融粘度较低和中等的无定型塑料如聚苯乙烯、醋酸纤维素等,采用较低的油漆桶模具温度可以缩短冷却时间。禅城区螺旋盖桶模具
台州市黄岩海川模塑有限公司是以提供塑料模具,注塑模具,油漆桶模具,汽车模具为主的私营独资企业,公司始建于2010-03-12,在全国各个地区建立了良好的商贸渠道和技术协作关系。台州黄岩海川模塑以塑料模具,注塑模具,油漆桶模具,汽车模具为主业,服务于机械及行业设备等领域,为全国客户提供***塑料模具,注塑模具,油漆桶模具,汽车模具。将凭借***的系列产品与解决方案,加速推进全国机械及行业设备产品竞争力的发展。